



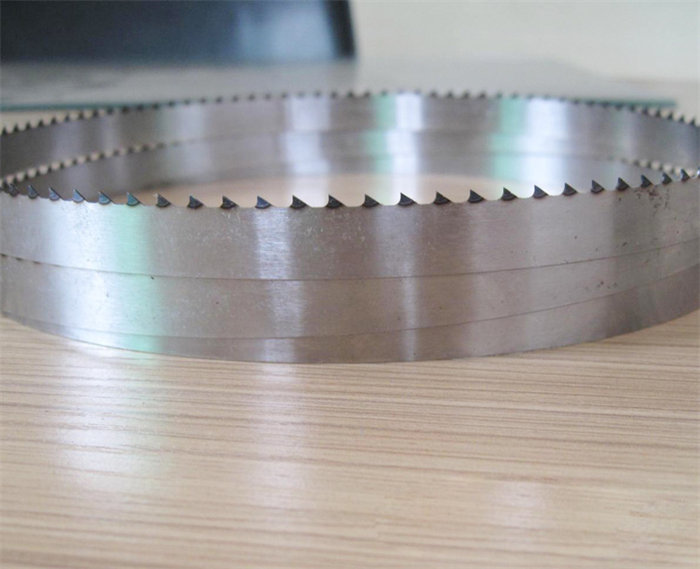
紧接着在某一温度经过数次保温,达到回火的目的,使双金属带锯条形成适合锯切的组织;采用细小的石英砂,高速撞击淬火-回火后双金属带锯条的表面,去除表面的脱碳、氧化等缺陷,并在表面形成残余压应力,以提高双金属带锯条的疲劳寿命;在喷砂后的双金属带锯条表面喷上锯条规格、流水号、品牌的相关信息并涂上防锈油;将成盘的双金属带锯条裁剪成一定长度,然后将每根锯条的两侧焊接至一起,并将焊口退火、喷砂,zui后形成一圈锯条,称为根带。
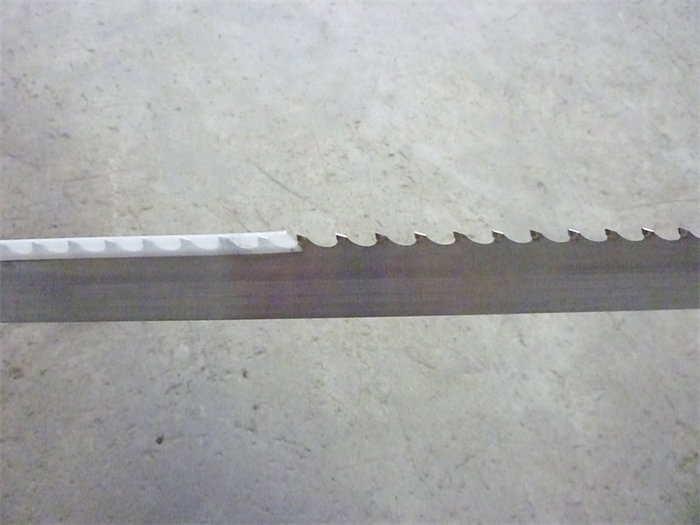
铣齿带锯条就是采用成型铣刀对钢带进行铣削加工得到相应的锯齿形状,铣齿加工精度较高,锯齿高度差可以控制在0,05-0,1mm,加工成本介于冲齿和磨齿之间,在铣齿过程中,铣刀在锯齿两侧铣削形成齿尖,由于铣削的挤压变形,齿尖会有圆角和较大毛刺,而随着铣刀的磨损,圆角和毛刺也会越来越大,轮廓锯切:请根据您所需要锯切材料,选择zui适合的锯条种类;再根据您所需要锯切材料的zui小弧度(半径),选择锯条的宽度。
锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定,弧度(半径)越小,锯条的宽度越窄,锯条张力:在用一根新的锯条锯切之前,应首先检查其张力,如有必要,在少量锯切后进行拉紧,带锯导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高,冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的,对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。