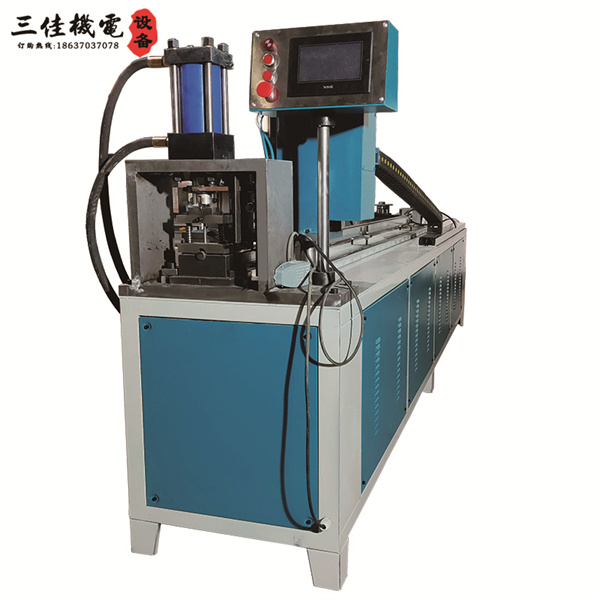
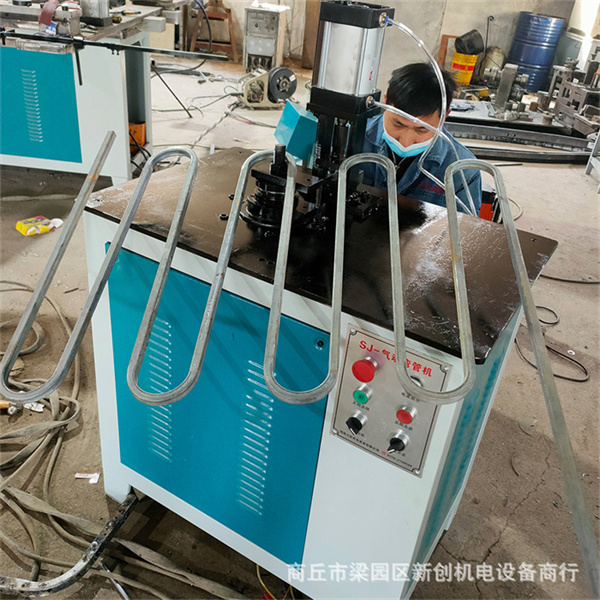
至于如何操作防腐管,我们可以用弯管机把管子弯起来。首先要把管子的方向弄平,让防腐管在模具里,在底座里,在楔子里。要实现这个过程,需要两个手柄(基础控制手柄和楔形控制手柄)。放置防腐管时,楔压达到210bar。按下底座控制手柄,升起主顶轴油缸。当达到一定高度时,松开手柄,暂停1-2秒,降低回弹力。这时,你可以用角度尺测量冷弯管的角度,然后抬起底座控制手柄释放油缸压力,抬起弯管机上的楔形控制手柄释放楔形油缸压力。然后,你可以测量弯管的角度。由于钢材的弹性,但是怎么知道钢材的回弹率呢?一般弯曲角度达到1度时,实际自然角度只有0.5度。每根冷弯管开始煨制时,应测量前两遍、后两遍和中间时间,这样可以减少各种因素对弯管角度(材质)的影响。液压弯管机的工作原理其实很简单:数控液压弯管机由油缸、支架和模具组成。

弯管机像金属板一样弯曲管子。在纯弯曲的情况下,外径为D、壁厚为T的管道在外力矩M的作用下弯曲时,中性层以外的管壁受到拉应力σ1,管壁变薄;中性层内壁受拉应力σ1,壁变厚。此外,由于合力F1和F2的作用,横截面的形状从圆形变为近似椭圆形。变形过大时,外管壁会开裂,内管壁会起皱。管材的变形程度取决于相对弯曲半径R/D和相对厚度T/D的值,R/D和T/D值越小,变形程度越大。为了保证管件的成型质量,变形程度必须控制在允许的范围内。管件的弯曲成形极限不仅取决于材料的力学性能和弯曲方式,还取决于管件的应用要求。管件的成形极限应包括以下内容: 1)中性层外拉伸变形区的zui大伸长变形不超过材料的许用塑性值,导致断裂; 2)在中性层内侧的压缩变形区,在切向压应力作用下的薄壁结构不会起皱超过失稳; 3)如果管件有椭圆度的要求,控制其截面的变形; 4)如果管件有承受内压的强度要求,控制其壁厚减薄的成形极限。

1.定期检查螺丝和轴承。 弯管机运行一段时间后,螺丝肯定会有松动。我们不能因为一颗螺丝的松动而让整机受到影响。所以定期对螺丝逐一加固是非常必要的,尤其是新机使用后的首一个月,需要定期进行多螺丝轴承。 2.冷却散热吹风机的维护和清洁。 热风机是一个很重要的部件,包括控制台的散热风扇和水冷器的散热风扇,这两个部件都很重要,也很难清洗。但是清洁是一定要做的,因为散热风扇长期使用后,上面会堆积大量的灰尘和杂物,会影响风扇的转动效率,产生大量的噪音污染,也不利于厨房和卫生间的排气和散热。如遇排热除烟不当,必须及时关闭电源,拆下风扇进行大面积清洗,以保证机器的效率和使用寿命。