夹具的设计原则: 在设计夹具之前,我们需要了解产品的特性、材料、形状、重量、上一道工序的来源、毛坯的情况、这道工序的加工要求、精度要求、加工位置、加工余量和切削量用量、主要技术参数、性能、规格、所用设备的精度,以及与夹具、工具、检具的连接机构相关的尺寸,以及下一道工序的生产工序……等等上。 在在设计夹具时,必须考虑夹具制造过程中产生的不确定因素。设计这些零件应该使用什么材料?加工用什么设备?可以加工吗?长时间受力和受热会变形吗?市场上有没有标准零件?我们设计的产品必须是可加工的,否则就毫无意义。 还要考虑如何方便装配和维修,尽可能使用标准元件和标准结构,结构简单,制造容易,以降低夹具的制造成本。定位夹紧件的可更换性,零件磨损严重,更换方便快捷。最好不要设计成更大的零件。 需要考虑防呆设计,确保操作者的人身安全,避免误装、少装等。夹紧行程可在一定范围内调整,夹紧动作快。必要时可设置排屑结构,防止切屑破坏产品定位和损坏刀具,防止切屑堆积带来大量热量而造成工艺系统变形。

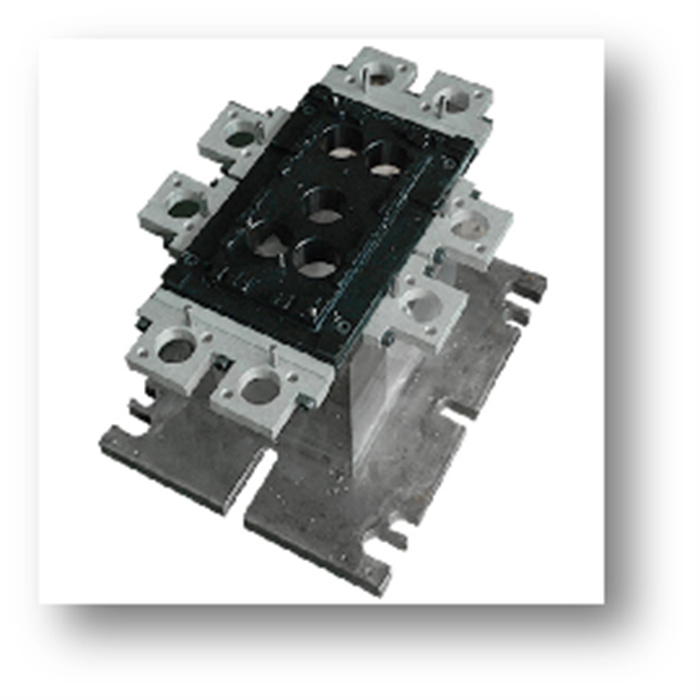
许多汽车零部件加工的组合机床自动线也使用配套的夹具来运送工件。根据工件的形状、加工内容和材料的不同,配套的夹具也不同。根据随行夹具中工件的定位和夹持情况,随行夹具大致可分为以下三种: (1)工件只定位在移动夹具上,在加工工位与移动夹具一起在机床夹具中定位和装夹。 (2)工件装夹在移动夹具上,其部分自由度的定位是根据上下料站独立设置的定位元件将工件定位在移动夹具上,然后将工件装夹到移动夹具上。保持相对于行走夹具的定位。针孔的准确位置。 (3)工件在随车夹具中牢固定位装夹的原理与普通机床夹具相同。凡是形状不规则的工件,如连杆、传动叉、转向节、调整臂、摇臂、轴承盖等,都适合这种夹具。而一些形状比较规则的工件,如活塞、舵机外壳等,也可用于此类夹具。
治具的种类很多,设计过程也会有所不同,但基本上都考虑到了: 1)确定定位方案,选择定位元件,计算定位误差。 2)确定对刀或导向方式,选择对刀块或导向元件。 3)确定夹紧方案,选择夹紧机构。 4)确定夹具其他部件的结构形式,如分度装置、夹具与机床的连接ETC。 5)确定夹具的具体形式和夹具的整体结构。