夹具的设计原则: 在设计夹具之前,我们需要了解产品的特性、材料、形状、重量、上一道工序的来源、毛坯的情况、这道工序的加工要求、精度要求、加工位置、加工余量和切削量用量、主要技术参数、性能、规格、所用设备的精度,以及与夹具、工具、检具的连接机构相关的尺寸,以及下一道工序的生产工序……等等上。 在在设计夹具时,必须考虑夹具制造过程中产生的不确定因素。设计这些零件应该使用什么材料?加工用什么设备?可以加工吗?长时间受力和受热会变形吗?市场上有没有标准零件?我们设计的产品必须是可加工的,否则就毫无意义。 还要考虑如何方便装配和维修,尽可能使用标准元件和标准结构,结构简单,制造容易,以降低夹具的制造成本。定位夹紧件的可更换性,零件磨损严重,更换方便快捷。最好不要设计成更大的零件。 需要考虑防呆设计,确保操作者的人身安全,避免误装、少装等。夹紧行程可在一定范围内调整,夹紧动作快。必要时可设置排屑结构,防止切屑破坏产品定位和损坏刀具,防止切屑堆积带来大量热量而造成工艺系统变形。

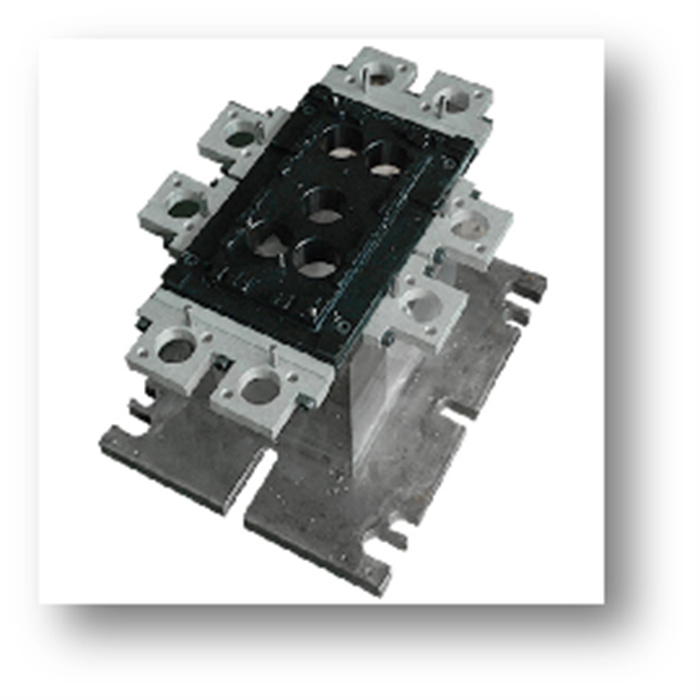
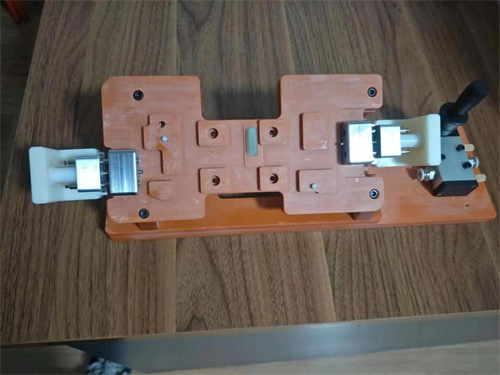
夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀导向元件(确定刀具与工件的相对位置或引导刀具方向)、分度装置(所以工件一次安装即可完成多工位的加工,具有旋转它由分度装置和直线移动分度装置)、连接元件和夹持体(夹座)组成。 夹具的使用在电子制造商中也非常高。在生产中,为了提高生产效率和产品质量,工装夹具常用于生产中后期进行功能或辅助装配(可装配固定形状和高度等)。在电子制造厂的实际使用非常广泛,因为是非标定制,所以只有意想不到但并非不可能。治具属于工装,工装包含治具,属于从属关系。
从理论上讲,机床夹具的理论主要是: 1、基准问题。即设计基准、定位基准、工艺基准、测量基准、合模力的选择。 2、六点定位原理。关于限制工件在X、Y、Z三个方向的移动和旋转。 其余为典型零件的典型结构。在设计理论方面,机床夹具没有太多深奥的理论,但在实际的设计工作中,它的设计非常灵活。失去其中一项夹具设计原则会给生产带来不便。原因是夹具设计人员的实用知识太少。