主要原因是双色注射成型中的模具流道比较长,结构比较复杂,注射熔料流动阻力较大,应用较多的塑料是聚烯烃类树脂、聚苯乙烯和ABS料等,包胶模具就是开两套模具,先制成塑料制品,然后把它当作嵌件放人另一套模具中,然后注人另一种塑料,后者塑料几乎把已成型好的塑料包住,俗称包胶模,二两组射出单元的配置方式则随各厂家的设计而有多种形式,至于活动模板的设计则是必须提供旋转的机制,一般常见的设计如增加转盘或转轴机构等,以提供180�往复旋转功能,使模具产生循环交替动作。

主体为第型腔的腔芯要放收缩率,第二型腔中(主体)不能按常规加放收缩率,因为第次成型件限制了第二次的收缩,只能外形尺寸减去内形尺寸计算加放收缩率(也可参考二次成型收缩率的内容),【双色注塑机由两套结构、规格完全相同塑化注射装置组成,喷嘴按生产方式需要应其有特殊结构,或配有能旋转换位的结构完全相同的两组成型模具,塑化注射时,要求两套塑化注射装置中的熔料温度、注射压力、注射熔料量等工艺参数相同,要尽量缩小两套装置中的工艺参数波动差。

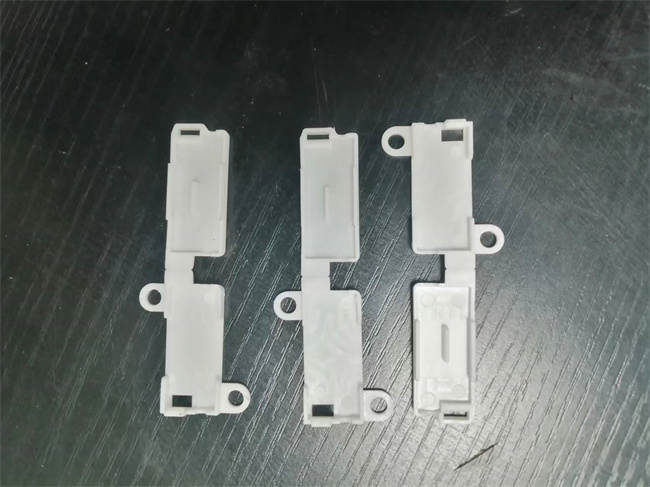
双色注塑机与传统单色注塑机相似,差异于它有两个成型射嘴及成型动作组织不同,双色双料通指2种塑材2种颜色,塑材一般分为硬胶与硬胶包合~软胶与硬胶包合,(硬胶常用ABSPCPPPVC,软胶常用TPUTPETPR);成型后的产品有外观质感防碰防摔等诸多功用,03~0,浇注体系`顶出体系组织动作的顺畅也是确保模具顺利出产的条件,一套好的双色模具必须需求前期结构的合理`规划的确`制作的精深工艺方能到达模具的成功。