弯管加工的六种方法——弯管加工厂小编为大家讲解一下: 1.胀形法:一种是在管内放入橡胶,用冲头压缩,使管胀形;另一种方法是液压胀形,在管子中间充入液体,利用液体压力将管子胀成所需的形状。这种方法主要用于生产波纹管。 2.冲压法:用冲头上的锥形芯将管端扩张到所需的尺寸和形状。 3.辊压法:将芯体放入管内,外围用辊压,加工圆边。 4.滚压法:一般不需要芯棒,适用于厚壁管的内圆边。 5.弯曲成型法:常见的有三种方法,一种叫拉伸法,一种叫冲压法,第三种叫辊压法,有3-4个辊,两个固定辊和一个调节辊,通过调节固定辊距来弯曲成品管件。 6.锻造法:用模锻机对管子的端部或部分进行冲压拉伸,以减小管件的外径。常用的模锻机有旋转式、连杆式和辊式。

随着控制领域的快速发展,在每个人的日常生活和工作中都可以看到手肘。用于电力、原油、远洋航行、化工厂等领域。它在机场和汽车发动机中起着重要的作用,主要用于油料运输、天气运输和点滴。在这些主要应用领域中,弯管加工的规范和程序是非常重要的。 有些弯管通常在生产或加工后放在弯管厂。由于一般的加工工艺,生产出来的管件基本都是直的,所以弯管基本都是生产出来的。

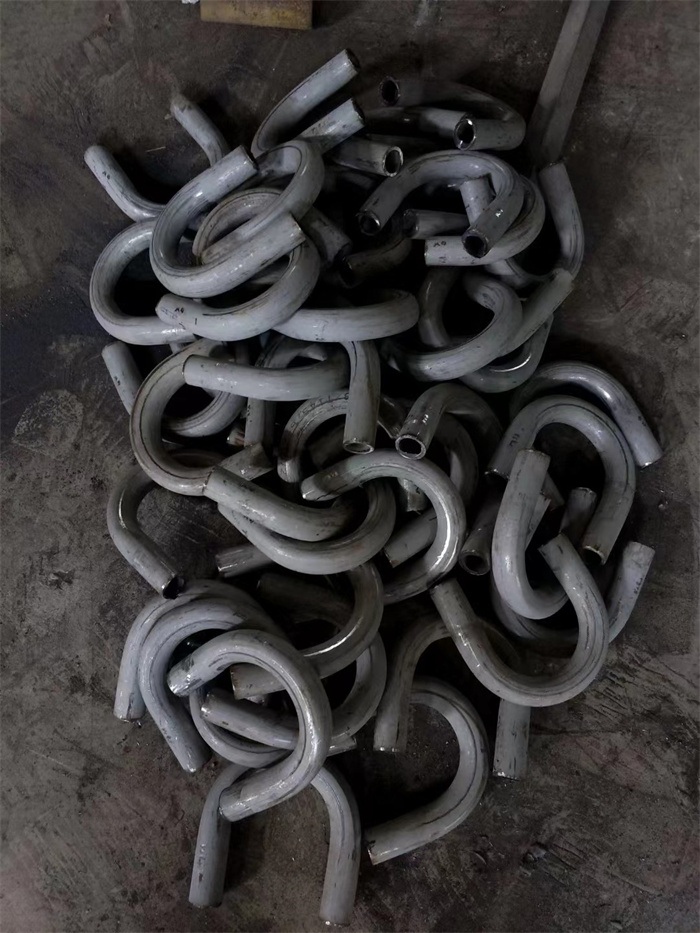
为防止受热腐蚀,焊接电流不宜过大,比碳钢焊条低20%左右,电弧不宜过长,固体冷却速度快,焊后硬度高,易开裂。焊接同一不锈钢冲孔弯头时,应预热至3000℃,焊后在700℃以上缓慢冷却。不锈钢冲压弯管具有耐腐蚀、耐热、耐磨等优点。广泛用于电站、化工、石油等设备资料,延展性差,热处理前应注意焊接工艺和适当的焊条。弯管基本加工完毕,高温加热基本变形弯曲。很多材料一旦预热就会变形,加工弯曲也是基于这个原理。加热温度一定要在一定范围内,尽快确定加热温度,在确定温度之前要掌握测温原理。